Wire EDM
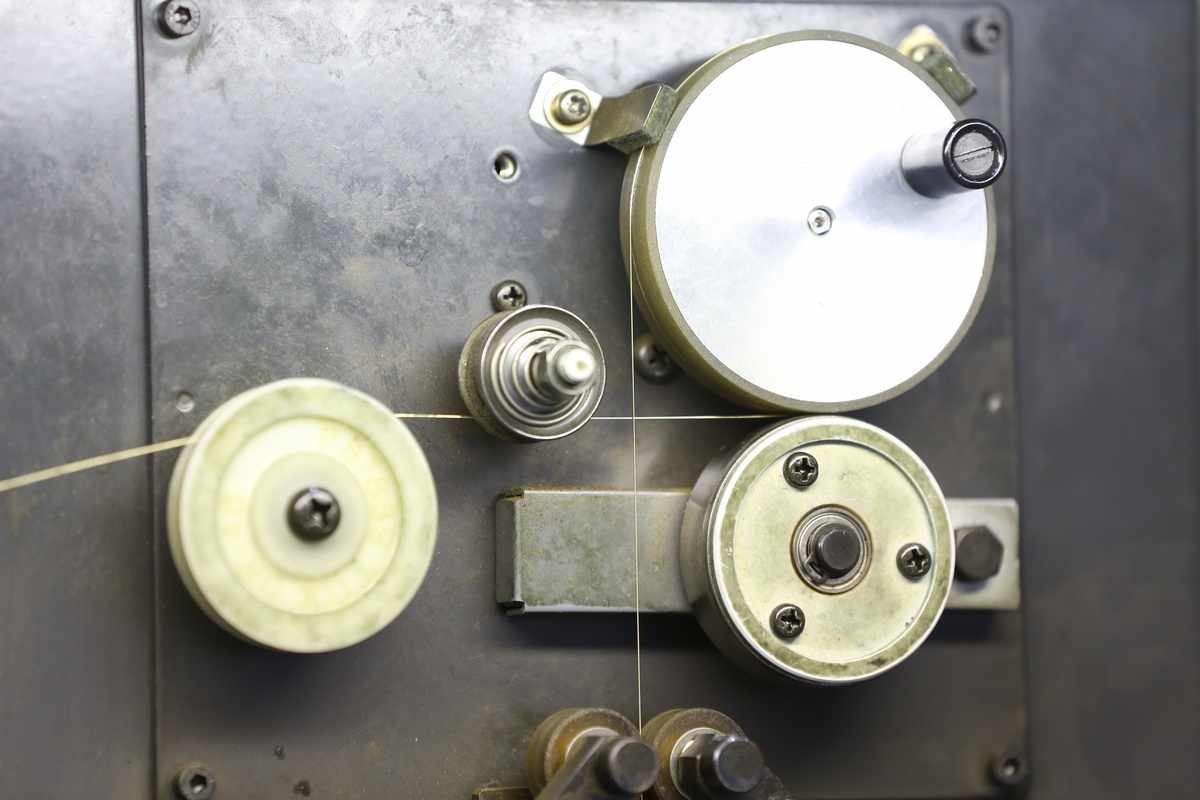
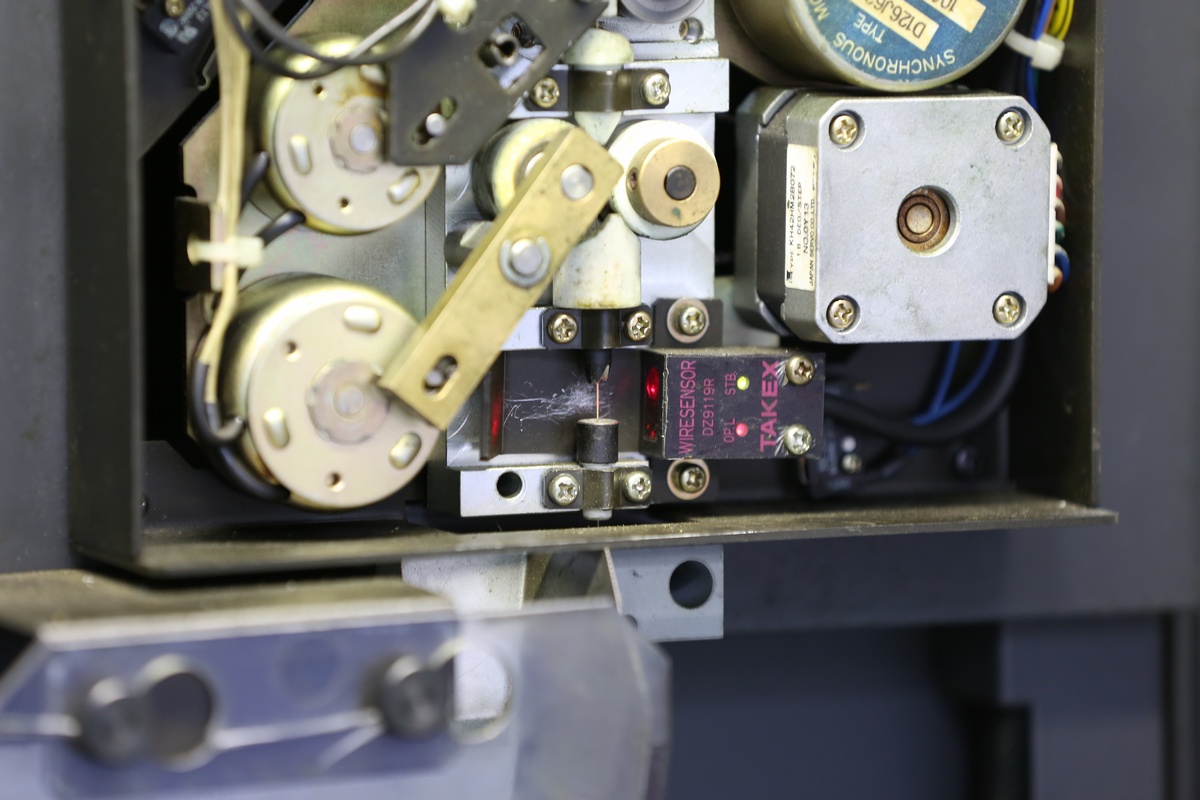
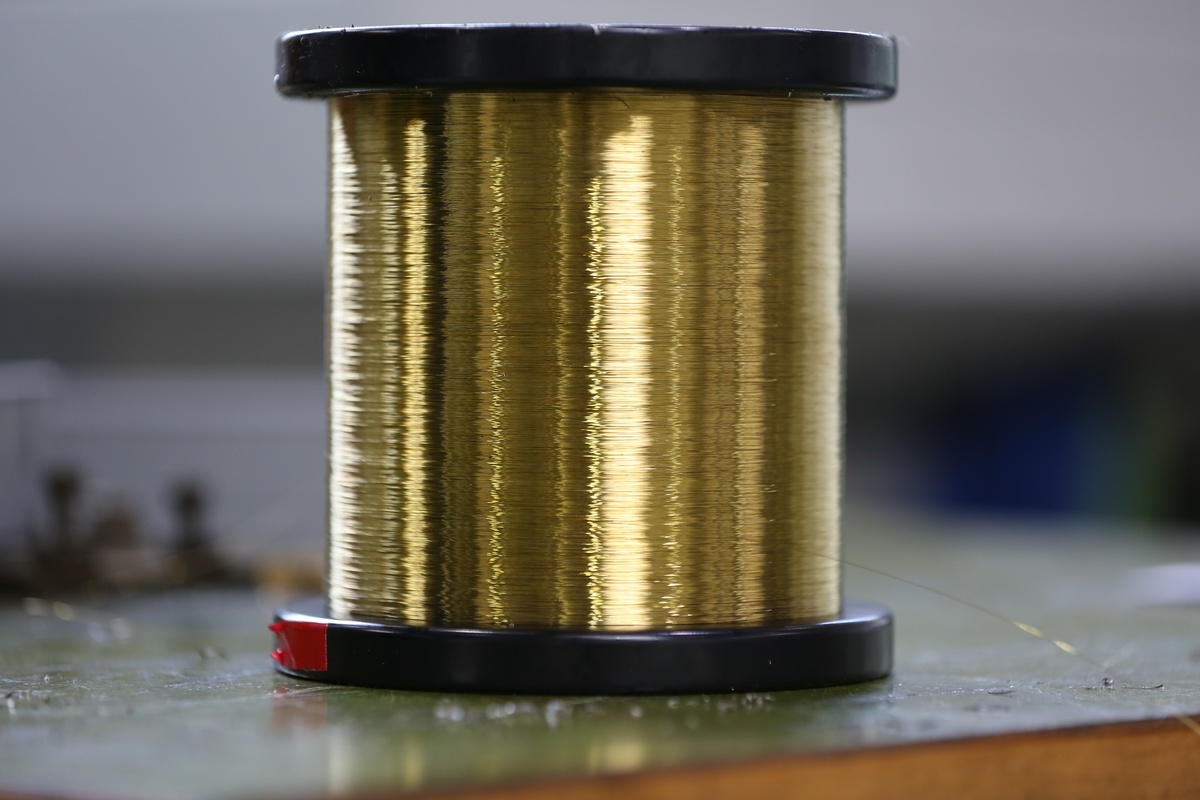
Wire eroding is also called wire cutting and is a spark erosion machining operation. This is a shaping production method that works following the principle of spark erosion. A thin wire, usually made of brass, is used as the working electrode is uninterruptedly drawn past the work piece. The 0.02 to 0.3 mm thick wire is coiled on a spool in the upper part of the wire EDM machine, and from there led through diverter rollers to the upper wire guide. The wire is drawn along the work piece through a lower wire guide, through two opposing drive rollers situated in the lower part of the machine.
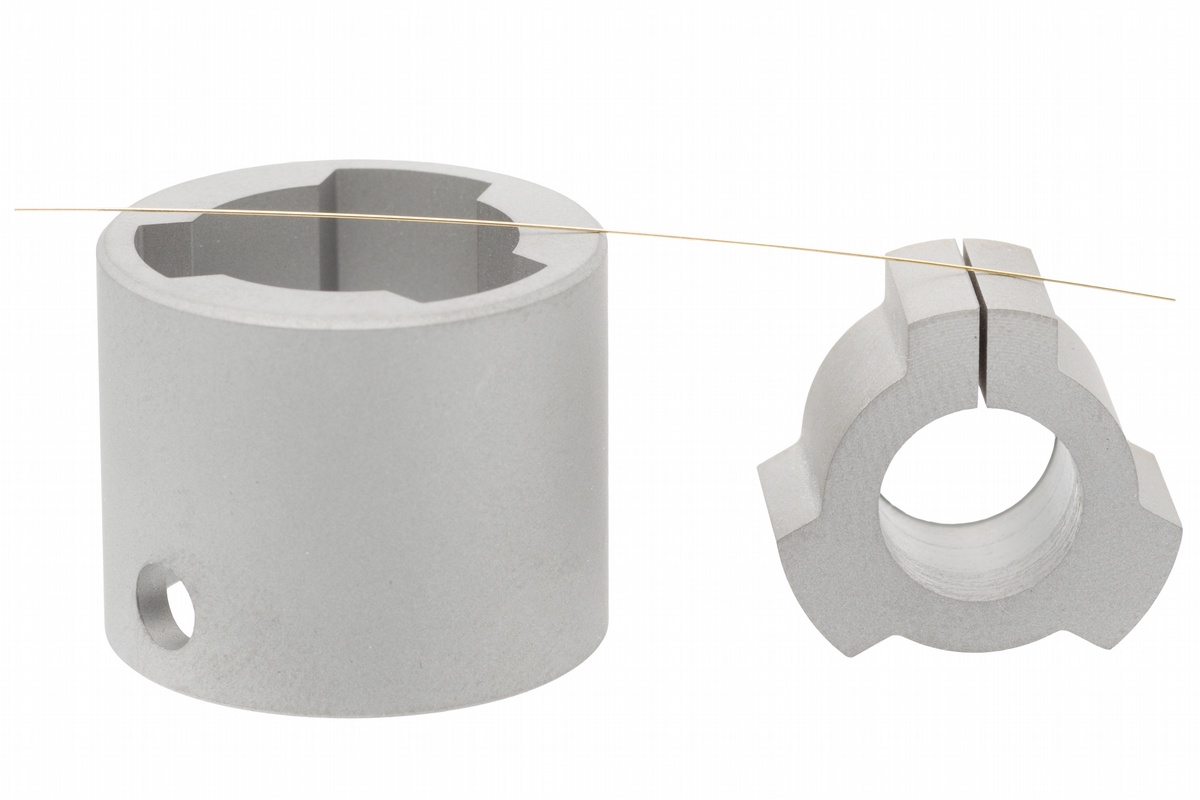
The wire guides above and below the work piece guide and support the wire, suppress vibrations, and ensure a straight cut. A work piece is cut in a dielectric fluid, generally deionized water. Through ongoing rinsing, the dielectric transports the waste produced out of the kerf. The wire is positively, then negatively, poled. As the erosion wire approaches the work piece, a spark occurs between the two at a very small distance. Normally the thin wire would be destroyed by a short circuit, but because the wire is immersed in liquid and is in constant movement, it does not combust, but rather the heat of the spark melts and evaporates a small part of the work piece. A kerf is produced when several tens of thousands of sparks spring from the wire onto the work piece.
The upper and lower wire guides can be separately controlled, which makes it possible to cut conical contours or, for example, to cut a triangle on the top and a square on the bottom of a work piece.